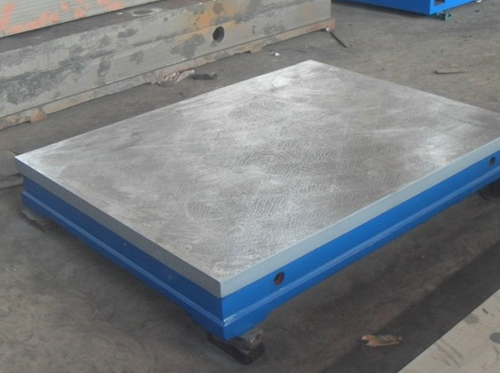
鑄鐵檢驗平板廣泛應用在建筑行業、印刷行業、液壓設備、建筑行業、鐵路機車、儀器生產、電子行業、石油化工、汽車、陶瓷行業、鐵路機車、等各個。
鑄鐵檢驗平板適用于各種檢驗工作、測量用的基礎平面和平尺、方箱、V型架(鐵)、彎板、直角尺、圓柱角尺等工具配合使用。鑄鐵檢驗平臺用于機床、機械、檢驗測量,檢查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作劃線。鑄鐵檢驗平板經穩定性處理和去磁后,即進入機加工,分為粗刨、精刨。精刨是鑄鐵檢驗平板3級精度和表面粗糙度的一道工序,2級以上精度鑄鐵檢驗平板人工刮研,以平板的幾何精度,對已合格的鑄鐵檢驗平板應避免熱源的影響和受酸堿的腐蝕。的鑄鐵平臺應放置在20℃±5℃的恒溫處。
在使用過程中應避免因局部磨損過多、劃痕和碰傷現象,而影響平面精度和使用壽命,鑄鐵檢驗平板的使用壽命在正常條件下應是性的。使用后應清洗干凈,搞好防銹工作,以保持使用壽命
鑄鐵平臺熱處理工藝詳細介紹
鑄鐵平臺在鑄造過程中由于外界和自身各種因素影響,在冷卻后會在其內部產生應力。另外大型鑄鐵平板在進行機械加工后在其內部也很容易殘存應力。
鑄鐵平臺的熱處理工藝詳細介紹如下:
1、鑄鐵平臺的退火工藝
鑄鐵平板在鑄造過程中由于外界和自身各種因素影響,在冷卻后會在其內部產生應力。另外大型鑄鐵平板在進行機械加工后在其內部也很容易殘存應力。所有這些內應力都,否則會對鑄鐵平板本身造成不良影響。去除應力通常采用退火的熱處理工藝,其加熱溫度為500~550℃保溫時間為2~8h,然后爐冷即隨爐冷去或空冷即在空氣中自然冷卻。采用這種工藝可鑄鐵平板內部應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄鐵平板的強度和硬度降低。
2、平板的淬工藝
為了提高某些要求的平板的機械性能,一般對球鐵的鑄鐵平板加熱到Afc1以上30攝氏度至50攝氏度(Afc1代表加熱時奧氏體形成終了溫度),然后保溫淬入油中,馬氏體組織。為了減低淬火后的殘余應力,一般淬火后應進行回火,低溫回火組織為回火馬氏作加殘留貝氏體再加球狀石墨。這種組織好 ,用于要求高,的零件。中溫回火溫度為350—500℃回火后組織為回火屈氏體加球狀石墨,適用于要求好、具穩定性和彈性的厚件。高溫 回火溫度為500—60D℃,回火后組織為回火索氏作加球狀石墨,具有韌性和強度結合良好的綜合性能,因此在生產中廣泛應用。
怎樣保養鑄鐵平臺?
1、為了防止鑄鐵平板(鑄鐵平臺)整體變形,使用完畢后,要將工件從鑄鐵平板上拿下來,避免工件長時間對鑄鐵平板重壓造成鑄鐵平板的變形。
2、鑄鐵平板不用時要及時將工作面洗凈,然后涂上一層防銹油,并用防銹紙蓋上,用鑄鐵平板的外包裝將鑄鐵平板蓋好,以防止平時不注意造成對鑄鐵平板工作面的損傷。
3、鑄鐵平板應安裝在通風、干燥的環境中,并遠離熱源、有腐蝕的氣體、有腐蝕的液體。
4、鑄鐵平板按標準實行定期周檢,檢定周期根據具體情況可為6-12個月。
5、為了防止鑄鐵平板發生的變形,在吊裝鑄鐵平板時,要用四根同樣長度的鋼絲繩同時掛住鑄鐵平板上得四個起重孔,將鑄鐵平板平穩吊裝在運輸工具上。
6、將鑄鐵平板支承點墊好、墊平,每個支撐點受力均勻,整個鑄鐵平板平穩。
7、鑄鐵平板安裝時將鑄鐵平板的各個支撐點用調整墊鐵墊好、墊實,由技術人員將鑄鐵平板調整至合格精度。
8、鑄鐵平臺使用時要輕拿輕放工件,不要在鑄鐵平板上挪動比較粗糙的工件,以免對鑄鐵平板工作面造成磕碰、劃傷等損壞。