鉚焊平板主要分為裝配平臺、焊接平臺、焊工平臺等三種。
鉚焊平板:上面加工有T型槽,主要用于固定工件,是鉗工工人用來調試設備,裝配設備,維修設備的基礎平臺。
鑄鐵平臺:適用于各種檢驗工作,精度測量用的基準平面,用于機床機械檢驗測量基準,檢查零件的尺寸精度或行為偏差,并作劃線,在機械制造檢驗中也是的基本工具。
焊工平臺:平臺平面上劃有標志線,是鉗工工人用來檢驗工件,對工件劃線時使用的基準標志線,標志線由用戶按其使用情況,做出標志線的具體尺寸。
平臺材質:鑄鐵HT200-300,工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品的精度穩定,能好。
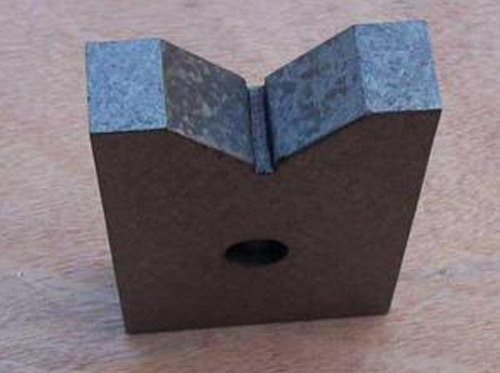
鉚焊平板設計技術要求一般根據《中華人民共和國機械行業標準》JB/T 7974—2000設計,按GB4986-85標準制造,鉚焊平板精度等級有00、0、1、2、3、級及精刨,平板制成筋板式和箱體式,工作面有長方形、正方形或圓形。鉚焊平板的工作面采用刮削工藝,工作面上可加工V形、T形、U形槽和圓孔、長孔等。
鉚焊平板規格
鉚焊平臺規格:200×200—2000×4000,(規格根據需方圖紙制做加工或雙方商定加工生產。)平面度計算公式:
000級:1×(1+d/1000) 1級:8×(1+d/1000)
00級:2×(1+d/1000) 2級:16×(1+d/1000)
0級:4×(1+d/1000) 3級:40×(1+d/1000)
注:①式中:d—鉚焊平板工作面對角線長度,單位為mm
②距鉚焊平板工作表面邊緣
鉚焊平板用途
專門應用于大型設備的基礎平板(平臺),具有,結構穩定,,等特點,可實現3000mm-6000mm的平板拼接,產品是通過刮制或研磨制成。
廣泛應用于機械加工,工具車間,機(檢)修車間,大型設備底座,計量室及度加工的檢驗,測量和研磨,且能的測量,檢驗工件的平面度,平直度以及角度的公差值。
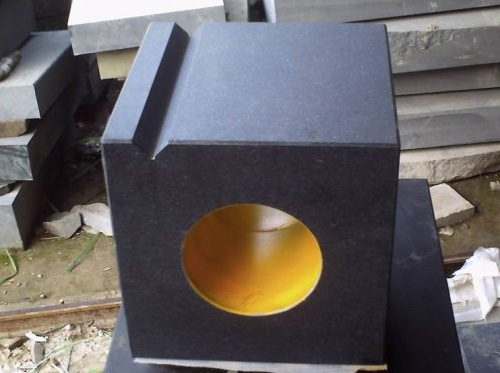
用于鉚焊工藝的基礎平板,T型槽主要是用來固定焊接件。
技術參數
鉚焊平臺/鉚焊平板主要技術參數
1、鉚焊平臺/鉚焊平板工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、鉚焊平臺/鉚焊平板工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應 型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
3、鉚焊平臺/鉚焊平板的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。
4、鉚焊平臺/鉚焊平板應經穩定性處理和去磁。
5、鉚焊平臺/鉚焊平板工作面的硬度應為HB170—220或187—255之間。
6、主要檢定項目
A、鉚焊平臺/鉚焊平板材質及表面硬度。B、形狀位置公差,含名義尺寸,垂直度公差。C、外觀。D、平面度。E、接觸斑點。F、平面波動量。G、工作面允許撓度值。H、表面粗糙度。
鉚焊平板的保養工作
鉚焊平板的平面度的檢驗,使用中不再一味的追求鉚焊平板的接觸點,一般的使用可以把側放在平面度的檢驗上即可,鉚焊平板的接觸點的多少和鉚焊平板的加工成本有著很大的關系。
鉚焊平板的包裝一般會采用鐵板包裝和木制包裝兩種形式。須采用相應標準的保護措施進行包裝。鉚焊平板用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔鉚焊平板用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物。在使用鉚焊平板時對平板的精度要求是很嚴格的,所以需要對鉚焊平板進行 的保養工作。
1、鉚焊平板使用前用無腐蝕性汽油,將工作面的防銹油洗凈,并用脫脂棉紗擦拭干凈,方可使用。
2、溫度變化會使測量產生誤差,應在20±5℃范圍內使用。
3、使用時用水平儀調整到水平,使支點均勻分布各支點上。
4、用時小心,嚴防碰撞。
5、用完后擦凈,涂無水酸性的防銹油,覆蓋紙,置于清潔干燥處存放。
6、鉚焊平板的周檢期:檢查的周期可以根據使用的具體情況來確定,通常6個月到12個月就需要檢查一次。
鉚焊平板使用注意事項
鉚焊平板使用時應注意:鑄鐵鉚焊平板在安裝調試后,把鉚焊平板的工作面擦拭干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和鉚焊平臺的工作面有過激的碰撞,防止損壞鑄鐵平板的工作面;工件的重量不可以超過鉚焊平臺的額定載荷,否則會造成工作質量降低,還有可能損壞鉚焊平臺的結構,甚至會造成鑄鐵平板變形,使之損壞,無法使用。
鉚焊平板的生產工藝流程
鉚焊平板/鉚焊平臺是一種廣泛應用于鉚焊工藝的基礎鑄鐵平板,在工作面上有用來清理鉚焊時的一些鐵渣和焊接廢棄物的孔和用來固定焊接件的T型槽,防止焊接件不穩而帶來的焊接偏差。材質一般為鑄鐵HT200-300,工作表面硬度約為HB170-240,在經過兩次人工處理包括人工退火 600度-700度和自然時效2-3年,鉚焊平板/鉚焊平臺的精度趨向穩定,能良好。
鉚焊平板/鉚焊平臺的生產工藝流程基本是:
1、鉚焊平板毛坯:按技術要求制圖紙、按圖紙制作木型、配料、造型、烘干、澆鑄、落沙、清理、檢驗毛坯的各部位;
2、鉚焊平板機械加工:外觀檢驗并劃線、加工、檢驗;
3、鉚焊平板工件調平、人工刮研、檢驗科檢驗;
4、鉚焊平板的外觀處理、噴漆、包裝、入庫。
平面度計算公式
注:式中:d—鉚焊平板工作面對角線長度,單位為mm
000級:1×(1+d/1000) 1級:8×(1+d/1000)
00級:2×(1+d/1000) 2級:16×(1+d/1000)
0級:4×(1+d/1000) 3級:40×(1+d/1000)
距鉚焊平板工作表面邊緣0.02α(大為20mm)范圍內平面度公差不計,且任意一點都不高于工作面。